日本語
English


軸受ができるまで

| 1 ホワイトメタルを作ります。 | |
 |
スズやアンチモン、銅などを規格に定められた配合比で溶かし、ホワイトメタルを作ります。 できたホワイトメタルは型に流し込み、インゴットの形にします。 |
| 2 台金を用意します。 | |
 |
ホワイトメタルは軟らかく強度が弱いので、鉄などの強度的に強い素材でできた台金(裏金ともいいます)にホワイトメタルを溶着させて軸受を作ります。 台金は専門の素材メーカーから調達し、脱水素及び調質のために熱処理をします。 |
 |
修理品の場合は、古いホワイトメタルをバーナーで加熱して取り外した後に、ショットブラスト処理、脱炭素処理(FC材のみ)、スズメッキ、ホワイトメタルの鋳造という作業の流れになります。 ※ FC材とは、機械部品によく用いられる「ねずみ鋳鉄」という種類の鉄です。 |
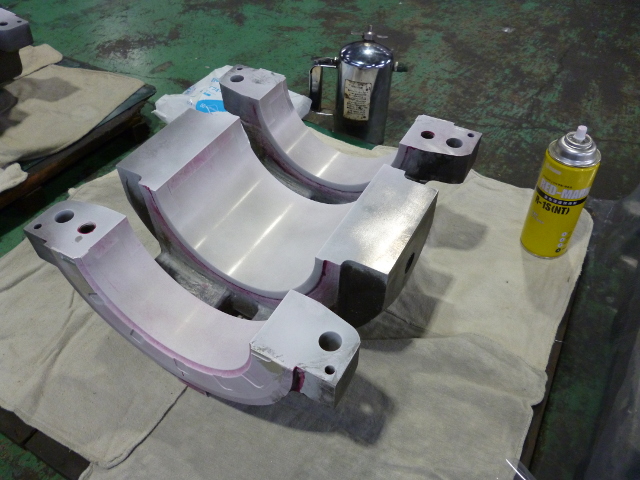
| 3 前加工をします。 | |
 |
ホワイトメタルを溶着させる部分を規定の寸法に機械加工します(前加工といいます)。その後、ホワイトメタルの密着性を良くするために、ショットブラスト処理、脱炭処理(FC材のみ)をします。 |
| 4 スズをメッキします。 | |
 |
ホワイトメタルの密着性を良くするために、熔融したスズの中に台金を浸けて、ホワイトメタルを溶着させる部分にスズをメッキします。 |
| 5 ホワイトメタルを鋳造します。 | |
 |
遠心鋳造機に台金を取り付け、回転させながらホワイトメタルを流し込み、溶着させます。 この時に流し込むホワイトメタル量や冷却要領などは、当社独自のノウハウです。 |
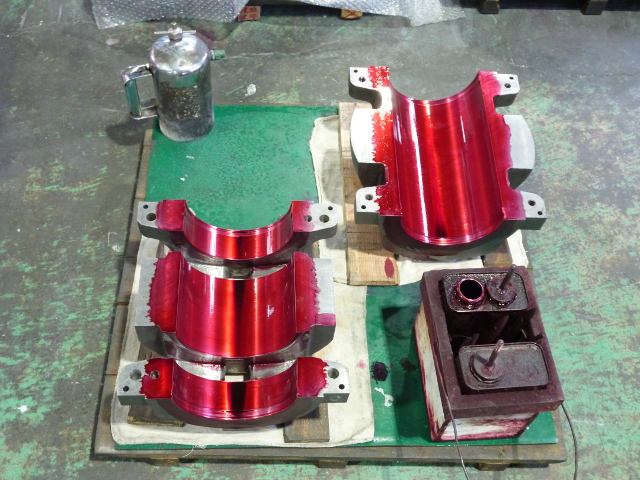
| 6 中間検査をします。 | |
mod.jpg) |
ホワイトメタルを溶着させたならば、次に荒削加工を行います。 荒削加工の後、ホワイトメタルが密着していることを確認するために中間検査をします。検査方法は染色浸透探傷検査(左下の写真)や超音波探傷検査(右下の写真) です。 |
 |
 |
| 7 機械加工を行います。 | |
| 旋盤やフライス盤、マシニングセンタなどで図面どおりの寸法に加工します。 | |
 |
 |
 |
 |
 |
 |
| 8 手仕上げ加工を行います。 |
 |
機械加工ができない部分は手仕上げ加工をします。 |
| 9 検査をします。 | |
 |
図面どおりに加工されているか計測するとともに、ホワイトメタルに欠陥がないかを染色浸透探傷検査や超音波探傷検査で確認します。 検査結果が合格ならば、洗浄の後、防錆油を塗布し、梱包、出荷となります。 |
 |
 |
| 10 ホワイトメタルの品質管理 | |
 |
ホワイトメタル作成時には、1 ロット(約 200kg)ごとに、左の写真のような成分分析用のテストピースを採取します。 |
 |
採取したテストピースは薬品で溶解し、プラズマ発光分光分析装置で分析を行い、規格どおりの成分比になっていることを確認します。 分析結果が合格の場合、軸受用のホワイトメタルとして使用することができます。 |

ホワイトメタルのインゴット